

Порошковая самозащитная наплавочная проволока, которая помещаются в газовую среду, выполняет те же задачи, что и флюс. Представленный расходный материал для сварочных полуавтоматов «Искра Профи» MIG-250D (и прочих моделей), самый популярный и активно используется для того, чтобы варить детали из алюминия или нержавейки. Порошковая проволока для сварки 
Сварка алюминия или нержавейки, проводимая полуавтоматом «Искра Профи» MIG-250 D или другими аналогами, как выяснилось, является наиболее качественной.
Все разновидности таких порошковых наплавочных проволок, предназначенных для того, чтобы варить детали, выполненные с применением алюминия, плавятся под воздействием газа.
Перед тем, как начать варить между собой детали из нержавейки сварочным полуавтоматом «Искра» MIG-280S, следует учесть советы, что самозащитная наплавочная порошковая проволока имеет ряд особенностей.
Читайте также: какой проволокой осуществляется пломбирование?
Представленная сварочная проволока, применяемая для сварки, начинает плавиться под воздействием нагретого до нужной температуры газа, и в своем составе имеет такие вещества, как кремниаты и силикаты.
Схема полуавтомата для сварки устроена таким образом, что полуавтомат (например, «Искра» MIG-280S), имея собственную полярность, позволяет варить детали порошковой проволокой подвергающейся воздействию газа.

Порошковая проволока для сварки стыков внахлест
Кроме того, такой полуавтомат, как «Искра» MIG-280S способен варить (учитывая полярность) все производные алюминия.
Читайте также: как производят холоднотянутую проволоку, и где ее применяют?
Важно знать, что входящие в состав проволоки для сварки кремниаты и силикаты подвергаются отторжению (учитывая полярность) расплавленным металлом.
Эти вещества, образующиеся в процессе работы сварочного полуавтомата, под непрерывным воздействием газа формируют на поверхности материала пленку.
Перед тем, как начать варить, следует запомнить, что сварочная пленка, возникшая в результате воздействия газа, подающегося из полуавтомата, препятствует проникновению кислорода к расплавленному металлу.
Представленная проволока, предназначенная для сварки с применением полуавтомата, может быть как флюсовой, так и порошковой (учитывая полярность).
Эта сварочная проволока имеет форму трубки, которая выполнена из мягкого легкоплавкого металла.

Сварочный аппарат «Искра» MIG-280S
Изнутри она полая. Кроме того, полость такой трубки, предназначенной для сварки при помощи полуавтомата, наполняется измельченным порошком из кремниатов.
Читайте также: чем хороша оцинкованная проволока?
Простая схема трубки устроена таким образом, что материал, находящийся внутри, в процессе оплавления внешних контуров не сгорает.
Схема продумана таким образом, что порошок рассыпается на поверхность, подвергающуюся сварке. При этом сварочная поверхность сохраняет все свои исходные свойства.
к меню ↑
Как уже упоминалось представленная проволока, с участием которой сварочный полуавтомат производит варку, имеет трубчатый вид.
Внутри эта проволока (250-й маркировки) для полуавтомата заполнена специальным порошкообразным веществом (пыльцой).

Внутри проволока заполнена специальным порошком
На первоначальных этапах производства эта лента подвергается холодному формованию и обретает полярность.
На завершающем этапе создания такой проволоки, которую использует полуавтомат, производится ее аккуратная растяжка до достижения ей нужного размера.
Представленная разновидность расходного материала имеет свою собственную классификацию, которая состоит из параметров:
Большинство разновидностей этих изделий, которые распространены по территории СНГ, способны производить сварку низколегированных и низкоуглеродистых разновидностей стали.

Вид сварного шва после сварки с применением порошковой проволоки
Второй тип классифицируется как специальный. К изделиям входящим в число специальных можно отнести те, которые предназначены для проведения сварочных работ, подразумевающих принудительное формирование шва.
Сюда же относится проволока, предназначенная для работы под водой, продукция для варки арматуры и автоматической сварки в том числе.
Все представленные порошковые изделия изготавливаются с ориентировкой на определенный набор требований к ним.
При осуществлении сварки, возникающая дуга должна легко возбуждаться и производить стабильное нагревание материала.
Во время работ, процесс плавки проволоки должен происходить с высокой степенью равномерности. При этом следует избегать излишнего разбрызгивания раскаленных капель рабочего вещества.

Схема процесса сварки с помощью порошковой проволоки
Также шлак в процессе охлаждения должен легко отделяться от сварочной поверхности. В процессе работы сварочный шов должен быть максимально аккуратным, на нем должны отсутствовать всяческие дефекты.
Они могут принимать форму трещин и участков с пористой текстурой материала. Все представленные требования являются наиболее востребованными характеристиками всех сварочно-типологических свойств, которыми должны обладать современные сварочные материалы.
Это обусловлено тем, что все перечисленные свойства напрямую формируют возможность, благодаря которой может быть применена порошковая проволока для осуществления сварки в различных условиях.
К примеру, некоторые из важнейших свойств могут быть выявлены только лишь экспериментальным путем.
Для этого специально подготовленный механизированный валик подвергается наварке на пластину. Эта пластина выполнена с применением низкоуглеродистой стали.

Сварочный аппарат для сварки порошковой проволокой
В процессе сваривания параметр точки значения тока и рабочего напряжения берется исходя из среднего интервала всех имеющихся значений, которые предусматривают формирование заданного типа и размера шва.
В результате проведения таких экспериментов выясняется, в какой отрасли и при каких условиях следует применять конкретно взятый вид сварочной проволоки.
к меню ↑
Сварка, выполняемая с применением порошковой проволоки используется в настоящее время повсеместно.
Это связано с неоспоримыми преимуществами данного расходного материала. К примеру, при проведении обычной флюсовой сварки, могут возникнуть некоторые затруднения, связанные с невозможностью направления электрода к труднодоступному месту сварки.
Помимо этого наблюдение за процессом формирования шва также будет осложнено. Довольно часто такие сложности возникают в процессе полуавтоматической сварки.

Такой метод сварки имеет массу преимуществ
Сопла, которые обеспечивают подачу защитного газа, могут изрядно забрызгаться в процессе сварки.
В сложившихся условиях наиболее целесообразно применение так называемой порошковой проволоки. Это связано с тем, что данная продукция сочетает в себе такие положительные качества электродов, как:
Кроме того, порошковая проволока не нуждается в наличии газового баллона, дополнительных шлангов, редукторов, флюсовой аппаратуры и, собственно, флюса.
Читайте также: какую проволоку применяют при изготовлении рабицы?
При проведении сварочного процесса можно со значительной степенью легкости производить направление электрода к разделке.
При этом появляется хорошая возможность для наблюдения за процессом формирования образующегося шва.
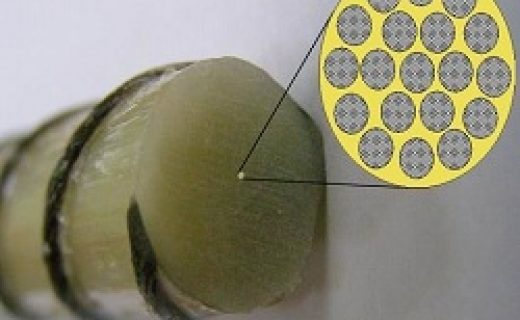
Конструкция представленного расходного материала может быть нескольких видов:
Загибы создаются для того, чтобы проволока обладала необходимой степенью жесткости. Помимо этого загибы предотвращают несанкционированное высыпание порошка в процессе сдавливания материала подающими роликами сварочного полуавтомата.
")
Конструкция порошковой проволоки (вид в разрезе)
В состав порошкообразного наполнителя входит смесь из руд, ферросплавов, химикатов и минералов.
Непосредственная его задача – это надежная защита металла от воздействия воздуха, обеспечение стабилизации дугового разряда, раскисление, легирование и формирование структуры шва.
По классификации составов изделия могут быть:
Читайте также: об особенностях производства и назначении горячекатанной проволоки.
По прямому назначению продукция разделяется на два вида:
При применении проволок с самозащитными свойствами процесс сварки значительно упрощается. Это связано с исчезновением необходимости использования громоздких баллонов, наполненных газом.
Если применять порошковые проволоки, находящиеся в среде углекислого газа, то механические характеристики шва будут значительно повышены.
к меню ↑
Представленная порошковая проволока при сварке подразумевает использование шлангового полуавтомата.
Так как сварной шов будет постоянно доступен для обзора, технология сваривания стыков и угловых соединений практически неотличима от сварки с помощью плавящихся электродов.
Бывают моменты, когда шлак, образовавшийся на верхнем крае поверхности полученного шва, может попасть в зазор, который был образован двумя кромками.
При проведении сварки, состоящей из нескольких этапов, все уже сформированные швы подвергаются интенсивной зачистке с целью избавления от излишнего шлака.
Читайте также: как и где применяют вязальную проволоку?
Известно, что порошковая проволока не обладает высокими параметрами механической крепости и жесткости.
С этой целью обязательно необходимо применение специального механизма, обеспечивающего непрерывную автоматическую подачу проволоки. Механизм обеспечивает ограниченное усиление степени сжатия, используя для этого подающие ролики.
к меню ↑







Нужна проволка для сварки по 1кг, 0,8д.
по какой цене? +996702428142