

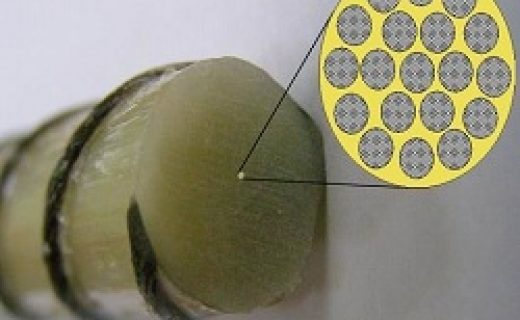
Композитной (из стеклопластика) арматуре удается с успехом теснить свою металлическую аналогию на рынке строительных материалов. Одной из причин, почему многие строители предпочитают использовать именно ее — это стоимость. Другими аргументами, в пользу применения арматуры из стеклопластика, являются ее небольшой вес и отсутствие сварочных работ при монтаже. Это значительно упрощает процесс возведения, к примеру, фундамента. Стержень арматуры из стеклопластика 
Строить будут всегда, и поэтому вопрос, какие материалы применять в строительстве — очень актуален. Наполнить рынок арматурой для фундамента (а также для создания других железобетонных конструкций, или даже строительства небольших построек, вроде теплиц), которая по своим рабочим качествам ничем не уступает металлической, при постоянно растущем спросе, идея достойная внимания.
Для создания нового предприятия (это может быть цех или целый завод), приносящего стабильную прибыль, потребуется оборудование для производства композитной арматуры (а в идеале — еще и для ее резки и гибки). С этим не возникает проблем, так как, на сегодняшний день, существует достаточное количество предложений из Китая, и не только, по поставке готовой линии для изготовления арматуры из стеклопластика.
Сделав относительно небольшие финансовые вложения на организацию и дальнейшую работу предприятия по производству композитной арматуры для фундамента, можно получить значительную прибыль.
Технология такого производства из Китая требует минимум затрат на сырье и материалы, а соотношение цена-качество гораздо лучше, чем у металлической арматуры.

Оборудование для производства стеклопластиковой арматуры не занимает много места
Среди основных достоинств, можно выделить следующие моменты:
Технология производства усиления для фундамента, предусматривает использование в процессе производства основного расходного материала — стеклоровинга. Это основное сырье для изготовления композитной арматуры. Получают его методом расплава алюмоборосиликатного стекла, которое вытягивается в стекловолоконную нить сечением от 10 до 20 микрон.
Читайте также: какие пластиковые фиксаторы могут применяться для вязки арматуры?
Нити, после пропитки замасливателем, компонуются в пучок, который и называется ровингом.

Этап сборки пропитанных нитей в пучок
Как дополнительные расходные материалы производители используют следующее:
Технология самого процесса производства выглядит следующим образом:
Для создания и дальнейшей эксплуатации предприятия потребуется всего лишь две его составляющие:
Больших площадей для установки оборудования не требуется. Но из-за того, что все составляющие производственной линии выстроены на одной прямой в определенной последовательности, длина помещения должна быть не менее 22 метров. По ширине никаких требований нет, так как каждый отдельный рабочий участок не превышает по этому габариту 2-х метров.
Для обеспечения электроэнергией потребуется источник питания мощностью 12 кВт вначале (при запуске и отладке) и 4 кВт в дальнейшем (при отлаженной работе всего оборудования).
Помещение, в котором будет установлена производственная линия, должно быть оборудовано вытяжной системой в обязательном порядке.

Для линии по производству стеклопластиковой арматуры не требуется большая площадь помещения
Лучшим вариантом является принудительная вентиляция, но возможны варианты с естественным (самостоятельным) движением воздуха при правильном расположении вентиляционных коробов.
Для туннельной печи потребуется отдельная вытяжка, которая может быть подключена к общей системе.
к меню ↑
Вся линия состоит из таких отдельных частей:
Для малого частного бизнеса приобретение линий производящих большой объем продукции не представляет интереса. В то же время, существует несколько производителей, которые готовы поставить (в том числе и под ключ) недорогие, но качественные производственные линии по изготовлению композитной арматуры.

Виды производимых типов стеклопластиковой арматуры
При этом объемы производства, в дальнейшем, будут полностью соответствовать статусу малого предприятия.
ООО «ПРО-инжиниринг» (Новосибирск), поставляет одно и двух поточные линии, которые имеют производительность от 5000 до 8000 метров продукции за смену.
Компания «ИНЕО» (Москва), на рынке поставщиков данного типа оборудования с 2008 года. Имеет собственное производство, в котором используются комплектующие ведущих профильных фирм из Италии и Германии.
Читайте также: какую запорно-регулирующую арматуру для радиаторов применяют в системах отопления?
УралАрмаПром (Екатеринбург), специализируется на поставках оборудования, на котором изготавливается арматура малого диаметра — от 6 до 8 мм.
Основные комплектующие их оборудования также импортного производства:
Ориентировочная стоимость линии, которая подойдет для малого предприятия (до 5000 метров за смену) обойдется покупателю в среднем от 1,5 до 1,7 млн. рублей.
Более мощная (до 400 метров за смену) будет стоить в два раза дороже — около 3,5 млн. рублей.

Небольшие бухты стеклопластиковой арматуры легко транспортировать на легковом автомобиле
ООО НПО «Звезда» Ивановского механического завода — поставляет линии и технологию для производства арматуры, профиля, сетки.
Характеристики линии:







Ориентировочная стоимость линии, которая подойдет для малого предприятия (до 5000 метров за смену) обойдется покупателю в среднем от 1,5 до 1,7 млн. рублей.
Более мощная (до 400 метров за смену) будет стоить в два раза дороже — около 3,5 млн. рублей.
Для малого до 5000 метров за смену, более мощная 400 м за смену.
C производителями оборудования по выпуску композитной арматуры дела обстоят на так радужно. Насчитал их около восьми. Комплектность практически одна и та-же, технология то-же. Рецептура компаундов держится в секрете (без чего себестоимость подсчитать трудно) до покупки оборудования. Потребляемая электроэнергия от 4 до 11 квт — что тоже не понятно. Цены от 550 000 руб до 6 000 000 руб ???? Декларируемый метраж и качество не гарантирует никто. Как быть покупателю? Реклама есть, а оборудования нет ... Компания себя рекламирует, а контактов нет... их просто нет по адресу. Зарубежные мои партнеры в шоке!!! Практически все прячут, кому продали? как можно посмотреть оборудование в деле у купивших? Как синхронизируется разные двигателя с редукторами во время замены диаметра выпускаемой арматуры? Вопросов много, ответы расплывчатые к сожалению.
Собственно так поступают только те производители которые по факту не умеют работать. собственно готов ответить на все вопросы. sergey@po-gska.ru