Данная статья содержит всю необходимую информацию о проволоке для пломбирования. Вы узнаете, какие виды проволоки существуют, их особенности, преимущества и недостатки, а также все нюансы технологии её изготовления. Материалы для пломбировки 
Для того чтобы опломбировать какой-либо объект, необходимо наличие двух материалов: пломбы, и проволоки, которая будет эту пломбу удерживать. В сегодняшней статье речь пойдет о пломбирующей проволоке, которая, даже с появлением разнообразных пластиковых, самоклеющихся, и других видов пломб, продолжает широко использоваться в самых разнообразных сферах.
Такая востребованность классической свинцово-проволочной пломбы объясняется высокой утилитарностью и надежностью данной конструкции, которая, при этом, сопровождается минимальной стоимостью расходных материалов.
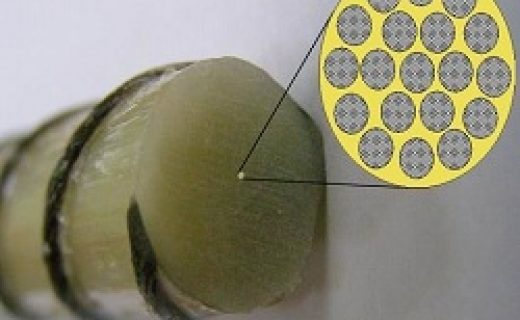
Пломбировочная витая металлическая проволока ГОСТ 3282-74, как правило, имеют витую структуру, которая создается из нескольких нитей проволочных нитей маленького диаметра, от 0,3 до 0,6 мм. Витая конструкция позволяет проволоке надежно удерживать пломбу из любых материалов, делая невозможным её соскальзывание.
Читайте также: в чем особенности и каковы параметры низкоуглеродистой проволоки?
Более того, ввиду того, что витая проволока обладает лучшими прочностными характеристиками, значительно уменьшается возможность принудительного снятия пломбы, так как разорвать витую проволоку посредством многократного перегибания невозможно – необходимо использование специальных инструментов.
Пломбировочная проволока ГОСТ 3282-74 широко используется для опломбирования таких категорий устройств:

Намотка готовой витой проволоки в катушку
Витая проволока чаще всего изготавливается из нитей нержавеющих, оцинкованных, либо медных нитей. Если витая проволока должна обладать увеличенной стойкостью к разрывам, могут использоваться алюминиевые нити, однако на практике витая пломбировочная проволока из алюминия встречается достаточно редко.
Читайте также: в чем преимущества применения легированной и порошковой проволоки для сварки?
Основные требования, которые выдвигаются к пломбировочной проволоке, следующие:
Первоначальным этапом при производстве проволоки из нержавеющей стали является вымачивание заготовок в растворах серной кислоты, которое называется «травлением». Травление необходимо для удаления окалин, которые образовываются в процессе изготовления и резки катанок. Наличие окалин на катанках провоцирует замедление технологических процессов, из-за снижения скорости и силы волочения.
Качественное травление возможно с применением серной кислоты, соответствующей требованиям ГОСТ 2184. Необходимая для стали концентрация кислоты должна составлять около двух-трех процентов.
Повышение концентрации кислоты при травлении заготовок не рекомендуется, так как оно может привести к разъеданию металла, и насыщению его верхних слоёв водородом, что негативно скажется на прочностных характеристиках изделия.
По завершению травления катанки промываются с начала теплой, а потом холодной водой, в целях удаления остатков кислоты с поверхности заготовки. Заключительным подготовительным этапом перед волочением является нанесение на катанки подсмазочного слоя, в качестве которого используется бура.
Данный материал способствует более эффективному волочению, а также позитивно сказывается на свариваемости проволоки.
В промышленных условиях, согласно требованиям ГОСТ 3282-74 «Стальная проволока общего назначения», пломбировочная проволока может изготавливаться по двум технологиям – методом однократного, и многократного волочения.
Однократное волочение подразумевает использование одного волочильного агрегата, через который пропускаются заготовки. Количество волоков в многократном волочении может достигать 15-ти штук. Такой волочильный конвейер позволяет производить нити мельчайшего диаметра, из которых в дальнейшем будет изготавливаться витая пломбировочная проволока.

Процесс волочения проволоки из нержавеющей стали
Функциональные элементы волочильных машин, из-за трения, в процессе производства, могут нагреваться до значительной температуры.
Для охлаждения агрегатов используется вода с мыльным порошком, либо мыльно-масляная суспензия.
Закалка проволоки выполняется после того, как вследствие волочения заготовки достигли минимального диаметра, и исчерпали свой волочильный потенциал.
Читайте также: какую проволоку используют для производства рабицы?
Пломбировочная стальная проволока, согласно ГОСТ 3282-74, закаляется посредством нагревания до температуры 950-980ºC, и последующего охлаждения в селитровой ванне до температуры 500ºC. После извлечения из селитровой ванны проволока промывается в горячей воде, вследствие чего её температура понижается до 50-60ºC.
к меню ↑
Технология производства оцинкованной пломбировочной проволоки до этапа оцинковки не отличается от рассмотренного выше производства нержавеющих нитей. Сам процесс оцинковки выполняется в несколько этапов:

Процесс опускания стальной заготовки в цинковую ванну
Одним из наиболее востребованных материалов производства пломбирующей проволоки является медь. В промышленных условиях для изготовления медной проволоки используются специальные заготовки – катанки, это продольные медные полосы, обладающие прямоугольным, либо круглым сечением диаметром от 7 до 19 миллиметров.

Катанка — заготовка для изготовления медной проволоки
На подготовительном этапе выполняется «травление» заготовки в теплом растворе серной кислоты (температура раствора должна составлять около 45ºC), это необходимо для придания будущему изделию требуемых прочностных характеристик и удаления окалины с заготовки, согласно требований ГОСТ 3282-74.
Далее, отдельные заготовки соединяются между собой посредством торцевого сваривания, после чего соединенные заготовки проходят через специальные волочильные машины (самой используемым волочильным агрегатом в отечественной промышленности является ВМ-13), которые под прессом удлиняют их до диаметра 1,5-1,8 мм.
Процесс волочение требует непрерывного поступления мыльно-масляной жидкости, которая необходима для смазки и охлаждения агрегатов.
После первого этапа волочения заготовки проходят второй этап, на 22-кратных установках, которые формируют диаметр 0,38-0,2 миллиметра, скорость волочения при этом составляет около 18 метров в секунду. Завершающим, третьим этапом волочения, является прокатка на 18-кратных агрегатах, после которой медные жилки приобретают свой конечный диаметр 0,15-0,05 миллиметра.
Читайте также: как выпускают горячекатанную и холоднотянутую проволоки?
После преобразования заготовок, проволока нужного диаметра подвергается процессу закаливания. Как правило, выполняется это посредством безокислительного отжига, для чего предназначены специальные конвейерные электропечи, с ограничением доступа кислорода.

Кассеты пломбировочной проволоки
Более современные агрегаты позволяют производить проволоку для пломбирования с одновременным совмещением технологических процессов волочения и отжига. Такие агрегаты позволяют значительно увеличить эффективность производства, при этом, прочностные характеристики проволоки, изготовленной на них, соответствуют всем требования и стандартам ГОСТ.
к меню ↑
Одним из материалов, использующихся для изготовления витой пломбировочной проволоки является алюминий. Производство такой проволоки выполняется из заготовок аналогичной формы, что и для медной проволоки – катанок, диаметром 7-19 миллиметров.
Технологичной особенностью изготовления проволоки из данного материала является подверженность алюминия окислению в процессе волочения, однако влияние окислов на сам процесс, и на итоговый результат, незначителен. Для устранения окисленного слоя готовая проволока выдерживается в десятипроцентном растворе серной кислоты.
Читайте также: как применяют вязальную проволоку?
Вся технология производства алюминиевой проволоки, согласно требованиям ГОСТ, делится на два этапа: на первом – волочение заготовки происходит бес скольжения, на втором – со скольжением. После прохождения первого этапа заготовки приобретают диаметр около 0,45-0,59 миллиметров. После второго – 0,2-0,3 миллиметра. При этом волочение проволоки без скольжения требует использования густой масляной смазки, а со скольжением – мыльно-масляной смеси.
к меню ↑